

















 133 / 93
133 / 93

20
25
32
40
50
80
100
16
13
10
8
20
25
32
40
50
50
100
100
100
100
100
100
100
125
125
125
125
125
125
125
125
125
135
20; 32
20
20
20
20
20
20
12.7; 20; 32
20; 32
32
32
12.7; 20; 32; 60
20; 32
32; 51
32
32
51
0.298
0.370
0.474
0.592
0.753
1.346
1.507
0.390
0.290
0.230
0.180
0.490
0.590
0.720
0.900
1.150
1.220
32
24
16
16
16
8
8
32
40
64
64
24
16
16
8
8
3
6700
6700
6700
6700
6700
6700
6700
5350
5350
5350
5350
5350
5350
5350
5350
5350
4950
For all types of grinding the details and constructions
made of cast iron, non-ferrous metals, natural and
artificial stone, glass, porcelain, sharpening
of solid-alloy cutting tools,
.
for dressing of grinding
wheels
35m/
s
T,
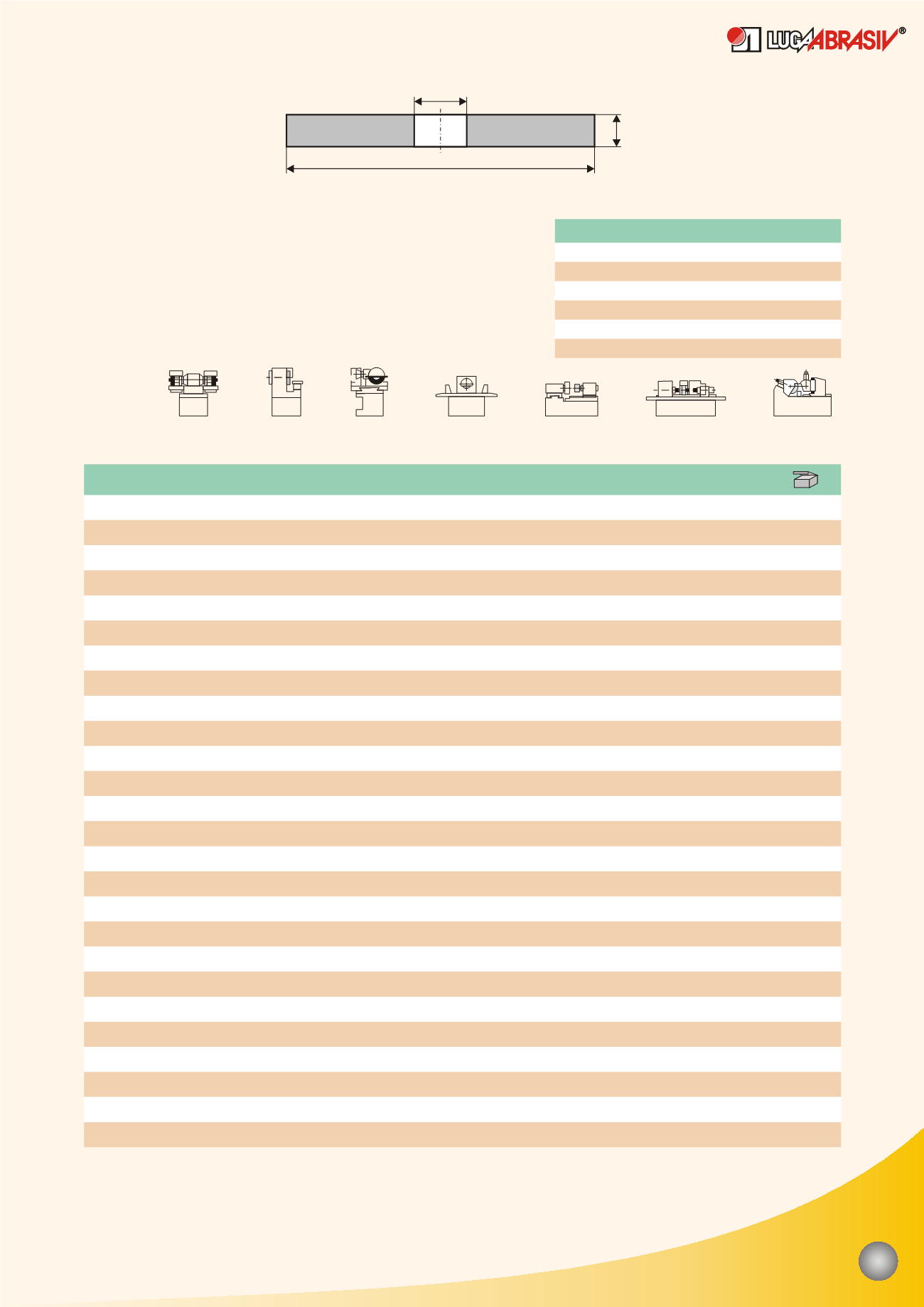
mm
D,
mm
H,
mm
D
H
T
16
13
100
100
20; 32
20
0.237
0.192
40
48
6700
6700
133
8
150
32
0.270
36
4500
63
80
20
0.593
4
8400
10
6
100
100
20; 32
32
0.149
0.085
64
96
6700
6700
100
80
20
0.913
4
8400
6
125
32
0.140
0.201
80
40
5350
6
150
32
4500
The plant receives the orders of wheels manufacturing with dimensions and characteristics
not indicated in the given table.
Type 1
Working speed,
RPM
Weight,
kg
C; GC
F230-F20
0-8
1; 2
H-R
АA; A
Characteristic
Grit
Hardness
Material
Structure
Accuracy class
Unbalance class