

















 139 / 93
139 / 93

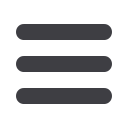
D
H
W
T
For flat grinding by a butt-end of the wheel of the
details and constructions of different types of steels
and also for the sharpening the cutting tools of high
speed steels.
35
m
/
s
D,
mm
T,
mm
H,
mm
W,
mm
152
175
11
11
0.144
20
3810
150
185
17
0.370
6
3610
15
The plant receives the orders of wheels manufacturing with dimensions and characteristics
not indicated in the given table.
76
200
62
4.781
2
3350
80
125
200
37
3.405
2
3350
80
160
200
20
2.263
2
3350
90
127
200
36
4.169
2
3350
100
150
200
25
3.056
2
3350
100
203
300
48
6.816
1
2250
80
400
305
47
12.726
1
1700
100
125
200
3350
75
160
157.5
200
200
209
250
3350
3350
3350
100
100
100
37
20
25.75
25
3.160
2
2.515
2.672
3.929
2
1
2
139
Type 2
A; WA
F150-F20
4-10
1; 2
F-P
АA; A
Characteristic
Grit
Hardness
Material
Structure
Accuracy class
Unbalance class
Working speed,
RPM
Weight,
kg
Novelty!